自动摘要: 变更记录 |版本号|作者|修订内容|发布日期| ||||| |1.0.0|[@邵巧钰(shaoqi ……..
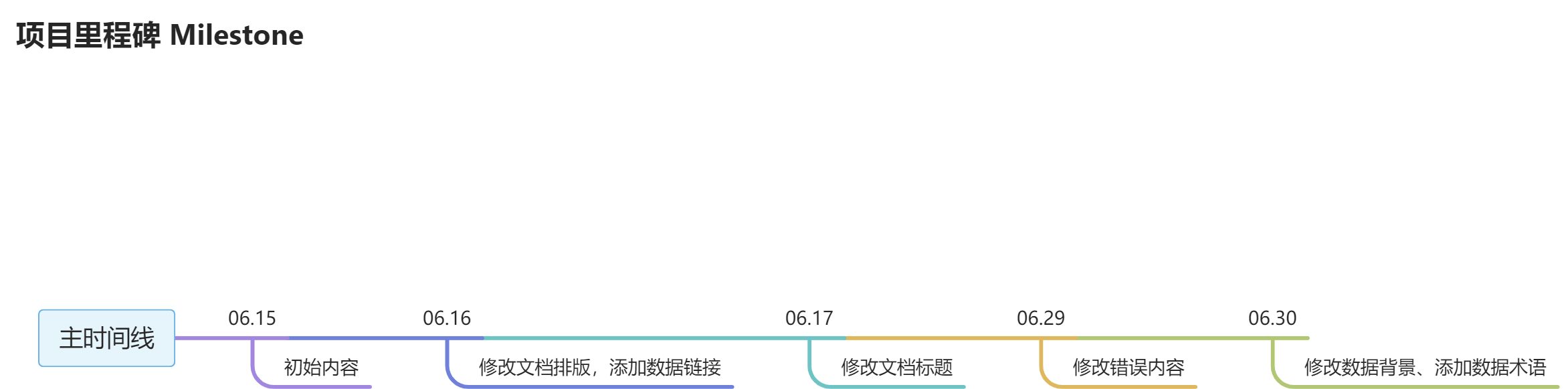
变更记录
| 版本号 | 作者 | 修订内容 | 发布日期 |
|---|---|---|---|
| 1.0.0 | @邵巧钰(shaoqiaoyu) | 创建初始内容 | 2022-06-15 |
| 1.1.0 | @邵巧钰(shaoqiaoyu) | 修改文档排版,添加数据链接 | 2022-06-16 |
| 1.1.1 | @邵巧钰(shaoqiaoyu) | 修改文档标题 | 2022-06-17 |
| 1.1.2 | @邵巧钰(shaoqiaoyu) | 修改错误内容 | 2022-06-29 |
| 1.2.2 | @邵巧钰(shaoqiaoyu) | 修改数据背景、添加数据术语 | 2022-06-30 |
| 1.2.3 | @sindre(sindre) | 完善文档 | 2022-07-08 |
1. 数据介绍
1.1 数据背景
由于历史原因,现阶段CAM排版存在以下几个问题
- 不可调节性(人工迁移物料后,排版不随之而改变)
- 无方向性(
始终延着圆心排,应沿着用户指定方向排序始终围绕圆心,沿着料盘的外围排料,不能设定排料方向、排料方式、夹具样式) - 速度问题:当模型过多时,排料速度较慢
- 料盘重用性: 没有对料盘改变结果的记录,没有对使用后料盘最优化排料的支持,没有对多个料盘混合排版的支持
尤其是在需要许多牙模的情况下,自动排料相比人工排料可以节省相当长的时间和精力
- 数据来源于CAD,坐标轴统一
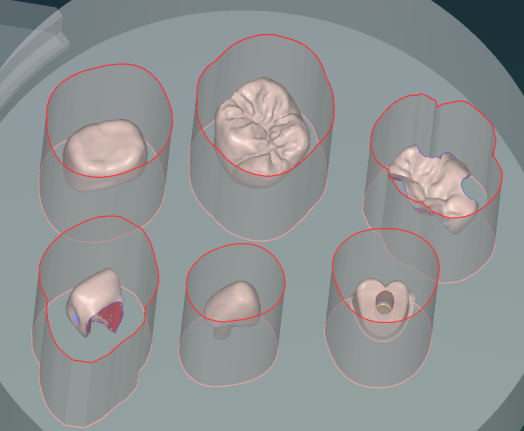
- 数据有凹凸性
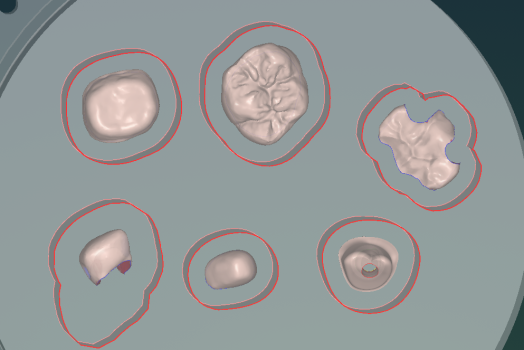
- 数据类别
单冠:贴面、内冠、全冠、嵌体、桩核、种植
齿桥:没有弧度
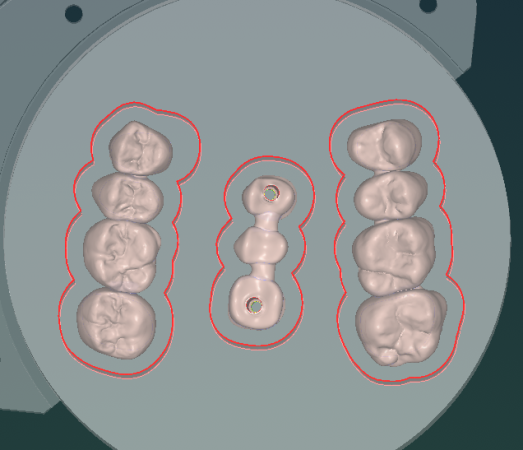
齿桥:有弧度
齿桥:含支撑架
全口义齿
部分牙托
数据背景来源于需求文档中的数据现状@sindre(sindre)补充修改
1.2 应用场景
服务于CAM上的2D排料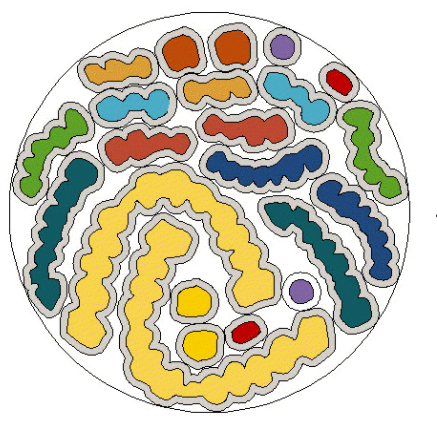
| 场景 | 场景应用 |
|---|---|
| CAM | 2D料盘排料 |
2. 数据概述
2.1 数据定位
■ 将牙模放置紧密 ■ 减少料盘大小 ■ 减少浪费 ■ 优化切割时间 /节省时间 ■ 减少存储空间要求 ■ 缩短设置时间 ■ 只针对2D
2.2 数据数量
CAD:1个开源数据:1份CAD:1份-含各种牙齿轮廓
2.3 命名规范
2.4 数据链接
http://192.168.1.55:9003/f/89276
2.5 数据目录
1 | S:. |
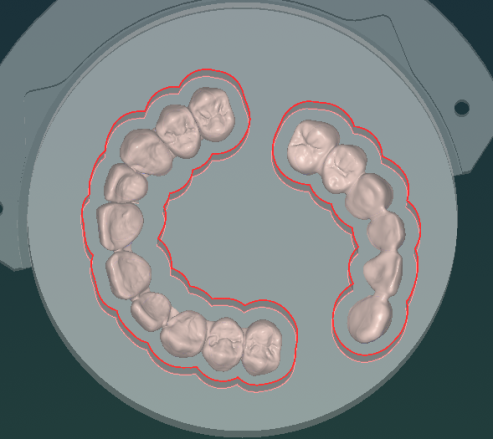
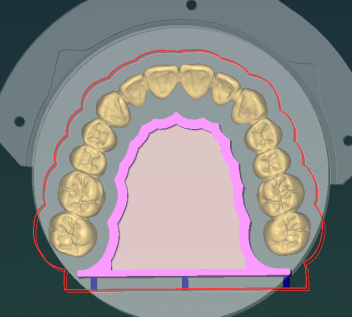
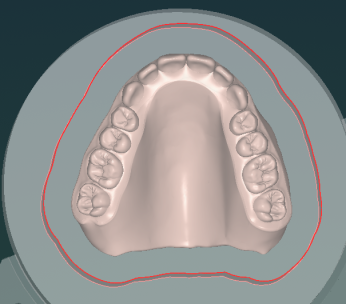
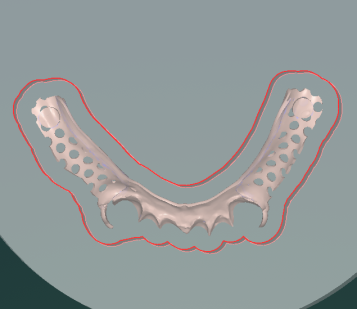
2.5 数据样例
2.6 数据制作流程
来源于产品部
2.7 数据术语
| 术语 | 定义 |
|---|---|
| CAM | 利用计算机辅助完成从生产准备到产品制造整个过程的活动,即通过直接或间接地把计算机与制造过程和生产设备相联系,用计算机系统进行制造过程的计划、管理以及对生产设备的控制与操作的运行,处理产品制造过程中所需的数据,控制和处理物料(毛坯和零件等)的流动,对产品进行测试和检验等 |
| CAD | CAD是计算机辅助设计的简称,属于一种类型软件,全称是Computer Aided Design,指利用计算机及其图形设备帮助设计人员进行设计工作。 |
| 设备 | 加工设备,有4轴机与5轴机,具体参考:智雕机P4与智雕机P5 |
| 夹具 | 机械制造过程中用来固定加工对象,使之占有正确的位置,以接受施工或者检测的装置,又称为卡具(qiǎ jǜ)。 |
| 全夹 | Full Clamp |
| 半夹 | C-Clamp |
| 铣削空间 | 排料时为铣刀留出的加工空间,大约根据模型的轮廓线向外等距3.00mm而生成的铣削区域。 |

